

我们的研磨管油缸管加工厂品质可靠视频将带您走进产品的生产线,让您亲眼见证产品的每一个制作环节和工艺细节。
以下是:研磨管油缸管加工厂品质可靠的图文介绍


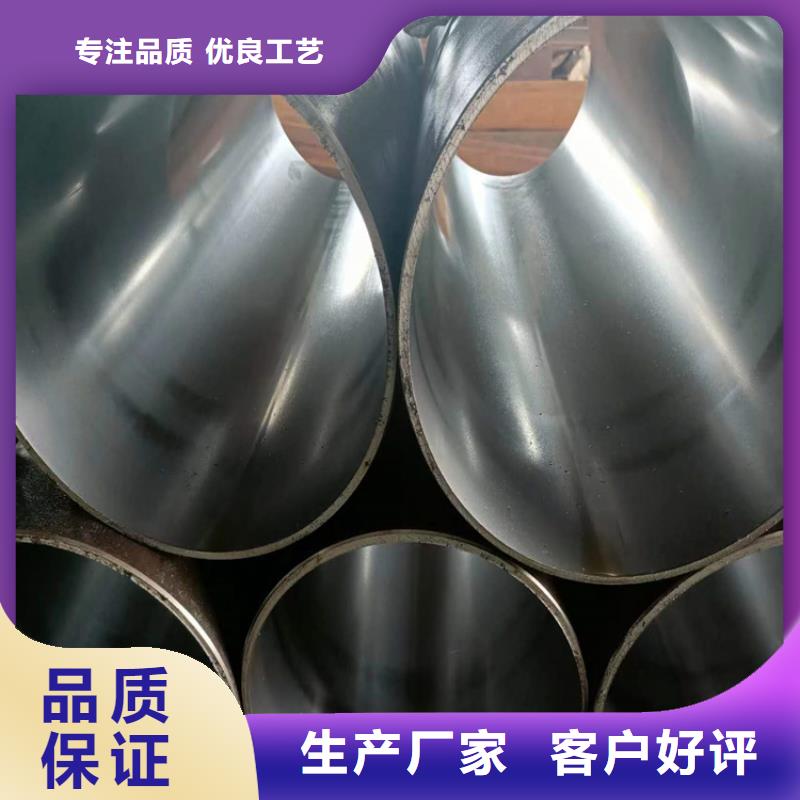
珩磨管油缸管绗磨管高精密珩磨管的轧制、钢管定径、钢管减径、钢管的冷却和精整或者可以说是钢胚的加热穿孔热扎酸洗冷拔碳烧切头喷标包装成品一种无缝钢管的制造方法,其特征在于:设置将具有多个轧辊的轧制机座、以互相不同的轧制方向连续配置多台的芯棒式无缝管轧机,在这样的制造生产线上对无缝钢管进行轧制后,在多点上测定轧制后的钢管圆周方向上的壁厚,根据其测定结果,至少分别控制芯棒式无缝管轧机的终轧制机座上的轧辊各个轴的两端位置,以便使壁厚不均达到小。研磨管



专业销售 精密绗磨管。
液压机械(中山市分公司)
将继续秉持“追求卓越,永续经营”的经营理念,立足市场,挑战自我,服务客户,坚定不移地做中国的不锈钢材料供应商。
经营宗旨:的品质和服务创造企业品牌。
经营理念:以人为本,开拓创新,持续改进,追求卓越。
质量方针:弘扬品质精神,构建完善的质量管理体系,把品质战略贯穿于公司日常工作的各个细节中。
环境方针:遵守法规,减废防污,持续改进,绿色环保。
公司理念:诚信经营贴心的服务诚心的交流,顾客满意是企业永恒的追求



珩磨管油缸管绗磨管滚压加工原理:它是一种压力光整加工,是利用金属在常温状态的冷塑性特点,利用滚压工具对工件表面施加一定的压力,使工件表层金属产生塑性流动,填入到原始残留的低凹波谷中,而达到工件表面粗糙值降低。由于被滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,并形成残余应力层,硬度和强度提高,从而改善了工件表面的耐磨性、耐蚀性和配合性。滚压是一种无切削的塑性加工方法。
1、提高表面粗糙度,粗糙度基本能达到Ra≤0.08μm左右。
2、修正圆度,椭圆度可≤0.01mm。
3、提高表面硬度,使受力变形,硬度提高HV≥4°。
4、加工后有残余应力层,提高疲劳强度提高30%。
5、提高配合质量,减少磨损,延长零件使用寿命,但零件的加工费用反而降低。
1、无缝钢管主要特点是无焊接缝,可承受较大的压力。产品可以是很粗糙的铸态或冷拨件。
2、绗磨管是近几年出现的产品,主要是内孔、外壁尺寸有严格的公差及粗糙度。研磨管



珩磨管油缸管绗磨管目前公司生产品种规格为:内径直径30mm—300mm,壁厚为2mm—40mm。技术条件为:内孔精度H5—H10.内孔粗糙度Ra≤0.63um,直线度≤0.3mm/m。钢号是20#—45#、16Mn, 27SiMn及部分低合金钢.标准GB8713-88。 绗磨生产主要设备:350吨全液压预应力高精度冷拔机和150吨各1台,拔机 行程12米, 拔制力为350吨。并有立式珩磨机2台,卧式珩磨机2台。研磨管
产品主要用途:液压、汽动缸筒;液压管线;旋压、纺织以及印刷机械用管;汽车减震器用管;轴套管;活塞杆以及精密合金钢管。根据客户的要求还可提供:定尺管、珩磨管以及特殊热处理管等。
